




Intergrated Steel Complex
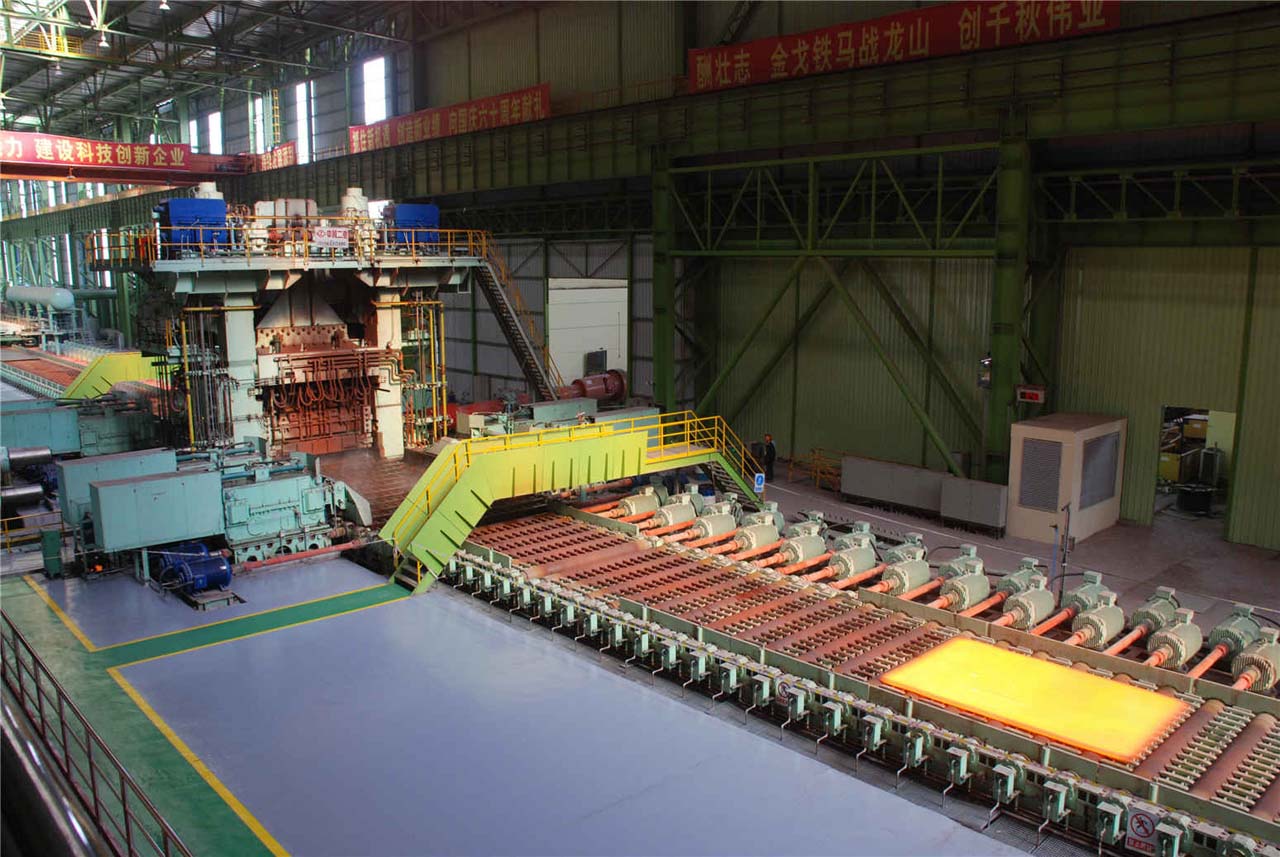
Chongqing Steel’s 4100mm Heavy Plate Project
Customer:Chongqing Iron & Steel Co., Ltd
Project Schedule:22 months, July 27, 2007 Contract Signing, June 2009 put into production
Contracting Type:Turn-key project
The designing production ability:The first stage 1,500,000 ton/year,The second stage 1,800,000 ton/year
Brief Introduction:
Chongqing Steel’s 4100mm Heavy Plate Project is a turn-key project which was contracted by Sinosteel Equipment & Engineering Co., Ltd. Sinosteel MECC is in charge of the project design, equipment purchase, civil construction, installation, commission and the deliver of the contracted plant. This project is the first wholly domestic made heavy plate project whose width is above 4000mm. The project has two mill. It has the advanced second level automatic control rolling system and the heat processing furnace which can improve the add-value of the products. The whole equipment and technology will be the first class in the China.
The main technology parameter:
Specification of the material:
- The first stage: continual casting billet
- The second stage: continual casting billet, steel ingot
- Thickness :160、200、250、300mm
- Width :1400~2500 mm
- Length of the final size billet:double row loading 2200~3800 mm
- Max billet weight:double row loading 22.37 t(300×2500×3800mm)
- Max ingot weight in the second stage:40t,
capacity of the production
- Annual production ability for two mill:the first stage1,500,000ton/year , the second stage 1,800,000ton/year.
specification of the product
- thickness:6~120 mm(the final product in the second stage can be 200mm),
- width:1500~3800 mm,
- length of the final size:6000~25000 mm。
variety of the product
- Pressure vessel plate which resist the corrosion of H2S;
- Ship building plate and sea structural steel plate which was stand for by F40;
- Piping line plate which was stand for by X80;
- Bridge structural steel and building structural steel;
- Carbon structural steel;
- High add-value products which processed by tempering and annealing.
Highlights:
- The roll in the area of the mill was driven by motor directly and individually.
- The push bed before and behind of the mill was driven by hydraulic.
- The mill was 4-high and reversible.
- The house of the mill was high stiffness.
- It reserve the space of WRS.(the distance between two house was designed according to the 4100mm of the working roll length);
- Screw-down has the electrical APC;
- The precision of the rolling control depend on hydraulic AGC;
- The mill has the section cooling of the roll, high pressure water descaling and the dust cleaning.
- It has the roll gap meter and rolling pressure meter. These signal can be used as the feedback of the pressure and position.
- The work roll bearing was four row tapered roller bearing. The backup roll bearing was dynamic pressure oil film bearing.
- The material of the work roll was indefinite chill cast iron. The material of the backuproll was special alloyed forged steel.
- The bottom of the mill has the device of ladder cushion. The height of the lower roller can be adjust automaticly.
- The final mill has the function of working roll bending.
- It reserved the Vertical Edger after the roughing mill stand. This vertical Edger has the AWC system. It can control the width of the plate. It also can control the shape of the head and tail of the plate. The yield rate can be improved accordingly.
- The work roll assemble and the backup roll assemble can be changed quickly. The working roll and the backup roll can be send to the roll grinding shop directly and be regrinded and assembled there.
 |
 |
Typical Projects |
|
|
2010-10-19 |
|
Related News |
|
|
2012-12-03 |